
An emboss counter is the male portion of an emboss die. Emboss dies are etched or machined into the metal. We make counters for copper, magnesium, and brass dies. Once the emboss die is etched, we heat the die to 200 degrees to simulate the normal run temperatures while embossing. We use several different resins and hardeners that are poured into the female emboss die and topped with phenolic glass board. We use different thickness of the glass board, depending on the press. The calipers are .015’’ (Cylinder), .030’’(Heidelberg Windmill),and .060’’(Bobst & Kluge). A press then holds the three components with several tons of pressure until the resin is hardened. Once it is hardened, we machine very close to the image for paper relief. We drill the counter and die then add registration pins.
Many experienced craftsman pour their own counters on press. This is a similar process but it is more difficult because it is done inside a press. Those tight quarters make it more difficult to cut away material around the embossed image. Whichever way the counter is produced, it is mandatory to have a male counter.
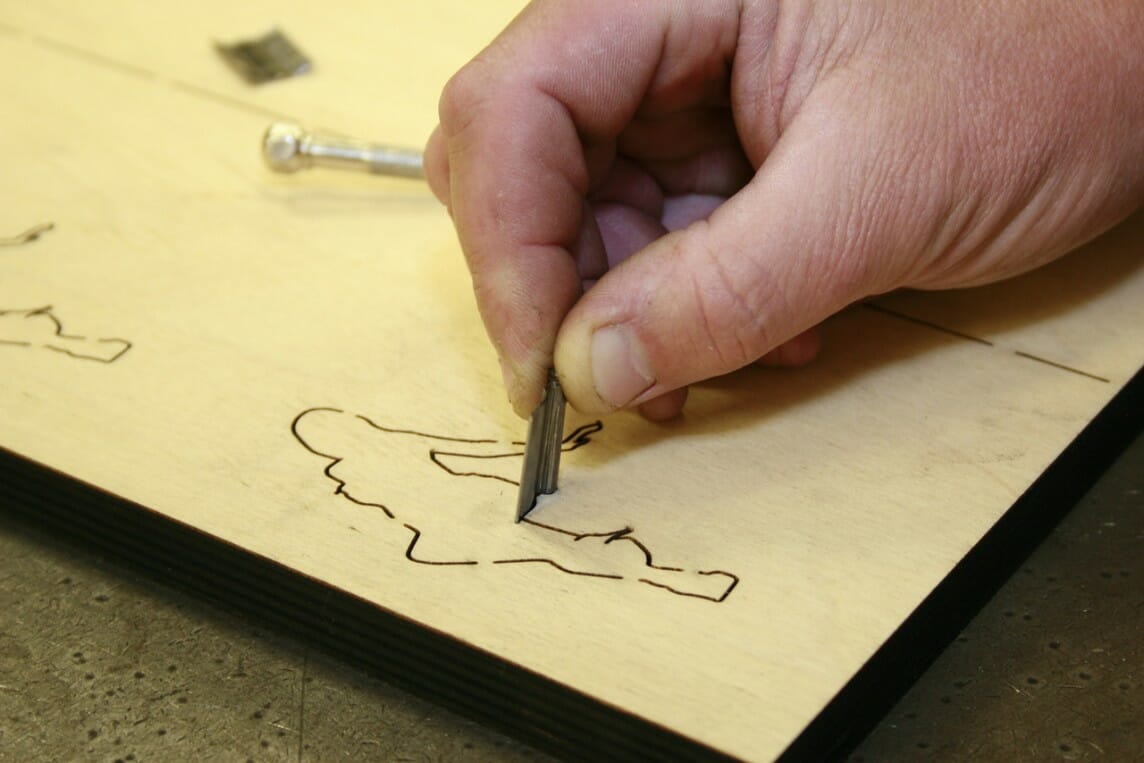
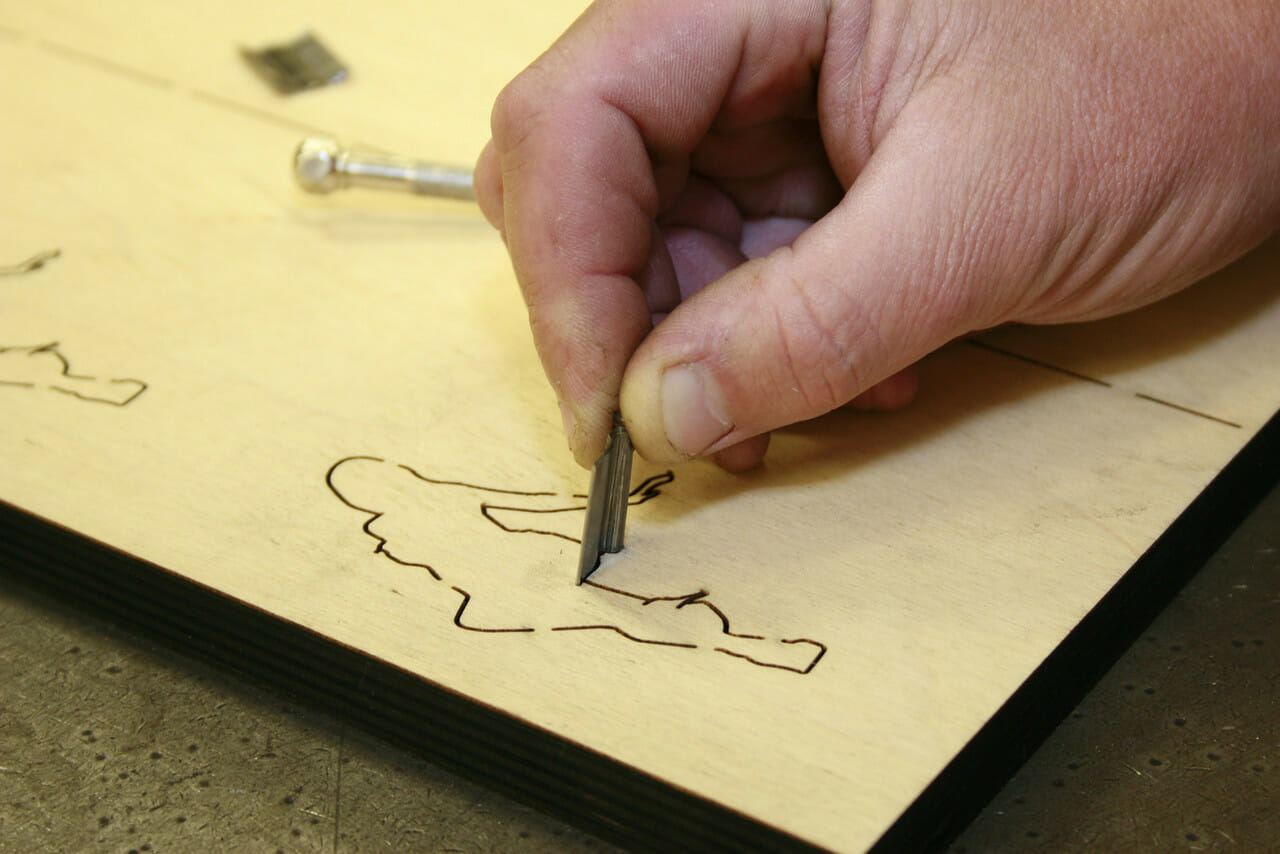
Standard procedures for using phenolic counters is to cap the counter. Embossing without capping the counters will result in higher chances of die cutting and bruising of paper stock. This will also decrease the emboss depth. There are many materials for capping a counter including embossing film, tuff film and yellow board. The industry standard is yellow board. Yellow board is very inexpensive and very easy to use. Simply cut the board to the size of the die and tape to the counter once it is mounted to the press. Wet the yellow board with a sponge or spray bottle. Close the heated press to impression and hold for approx. 45 seconds. Once the press is opened the multi layered board will be molded around the counter. Trim off excess board with your Xacto knife and you are ready to run. The capped counter will eliminate die cutting and maximizes embossing depth.
We carry a full line of foil stamping and embossing supplies. If you have any questions about yellow board or any on press questions, we can help. We have very experienced pressman on staff available to assist you!



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}